丂巼奜僷儖僗儗乕僓乕傪梡偄偨旝嵶壛岺偱偼丄儗乕僓乕岝傪徠幩偟偨晹暘偺傒傪偼偠偒旘偽偟偰壛岺傪峴偄丄5幉壛岺戜偵傛傝捠忢偺慁斦偱偼晄壜擻側抐柺宍忬偺暔傕壛岺偡傞偙偲偑偱偒傞丅嶐擭搙傑偱偺岺嬈梡僟僀儎儌儞僪偱偺旝嵶壛岺朄偵堷偒懕偒丄幚梡揑偱宍忬偑娙扨側岺嬈梡僟僀儎儌儞僪傪梡偄偨壛岺梡僪儕儖偺壛岺朄偵偮偄偰偺尋媶傪尋媶栚昗偲偟偨丅
2丏 幚尡憰抲
丂幚尡憰抲傪恾1偵帵偡丅僷僜僐儞偵庢傝晅偗偨俿俿俴儃乕僪偐傜偺怣崋偵傛傝丄儗乕僓乕敪惗憰抲偺俷俶乛俷俥俥惂屼傗丄5幉壛岺戜偺僐儞僩儘乕儖傪幚峴偡傞丅僾儘僌儔儉尵岅偵偼丄俶88俛俙俽俬俠傪巊梡偟偨丅壛岺儗乕僓乕偵偼丄倄俙俧儗乕僓乕傪巊梡偟丄攇挿偺曄姺偵偼崅挷攇敪惗憰抲傪梡偄偨丅5幉壛岺戜偲偼丄3幉偼僗僥乕僕偺倃幉丄倄幉丄倅幉偺捈慄堏摦傪偟丄巆傝偺2幉偼兤幉偲冎幉偺夞揮傪偝偣傞偙偲偑偱偒傞丅
 |
恾1丏幚尡憰抲
3丏 幚尡寢壥媦傃峫嶡
3丏1 億儕僀儈僪庽帀偺墌拰宍忬壛岺
丂揔搙側戝偒偝偺億儕僀儈僪庽帀偺攋曅傪愙拝偟丄偦偺壛岺暔傪悅捈曽岦偵夞揮偝偣偰丄徠幩僄僱儖僊乕62丏4兪J丄攇挿266値倣偺4攞攇偱壛岺傪峴偭偨丅丂偦偺嵺丄儌乕僞乕偺夞揮幉乮冎幉乯偺拞怱偲壛岺暔偺拞怱偵僘儗偑惗偠傞丅偦偺偨傔丄壛岺暔偺拞怱偺専嶕傪峴偭偨丅娤應偼丄儗乕僓乕慁斦憰抲偺拞偵CCD僇儊儔傪愝抲偟丄儌僯僞乕偵塮偟偩偟偨丅偦偺庤弴偲偟偰丄冎幉偺儌乕僞乕傪夞揮偝偣丄儌僯僞乕偵塮傞壛岺暔偺忋壓偺嵟戝曄埵揰傪扵偟丄偦偺揰偐傜90搙夞揮偝偣偨揰傪巒揰偲偡傞丅
丂偝傜偵丄忋壓偺嵟戝曄埵揰傪擇暘偺堦偵偟偨嫍棧偑夞揮幉偺拞怱傪曗惓偡傞偲偒偺抣偲偡傞丅偦偺抣傪僾儘僌儔儉偵擖椡偟丄忢偵壛岺暔偺拞怱偑夞揮幉偲側傞傛偆偵慜屻嵍塃偺曗惓傪偟丄壛岺傪峴偭偨丅偦偺寢壥傪恾2偵帵偡丅
幚尡偟偨寢壥丄壛岺暔偺拞怱傪夞揮幉偲偡傞偙偲偵傛傝丄曗惓慜偵斾傋戝暆偵帪娫傪抁弅偡傞偙偲偑偱偒偨丅偟偐偟丄愝掕偟偨抣傛傝傕栺20兪m彫偝偔側偭偨丅丂偦偺尨場偲偟偰偼丄儗乕僓乕偺廤岝宎偑栺20兪m偱偁傞偙偲傗弶傔偵儗乕僓乕岝傪摉偰傞応強偑栺10兪m撪懁偵擖偭偰偄偨偨傔偲峫偊傜傟傞丅偦偺擇揰傪峫椂偟壛岺傪峴偊偽惛搙偺崅偄墌拰宍忬壛岺傪峴偆偙偲偑偱偒傞丅
 |
丂
丂
恾2丏儗乕僓乕4攞攇偵傛傞億儕僀儈僪庽帀偺墌拰宍忬壛岺
俁丏俁丂僪儕儖宍忬偺帋嶌
丂壛岺暔偵億儕僀儈僪庽帀傪巊梡偟丄壛岺梡僪儕儖傪嶌惢偡傞丅棟桼偲偟偰丄岺嬈梡僟僀儎儌儞僪偵斾傋傞偲壛岺帪娫偑抁偔側傝丄宍忬偑姰惉偱偒傟偽嵽幙偵懳偟偰丄儗乕僓乕徠幩悢傗憲傝傪曄偊傞偙偲偵傛傝摨條偺宍忬偑壛岺偱偒傞偲峫偊傜傟傞偐傜偱偁傞丅俁丏侾偺幚尡偲摨條偵丄墌拰宍忬壛岺傪偟丄兤幉傪夞揮偝偣傞偙偲偵傛傝愗抐偡傞偙偲偱丄恘愭傪宍忬偡傞丅兤幉傪夞揮偝偣丄壛岺傪峴偆偙偲偱恘愭偑傛傝塻棙偵側傞偐傜偱偁傞丅僪儕儖偺夞揮幉乮冎幉乯傪夞揮偝偣傞偲偒偵丄僪儕儖墌拰晹偑僘儗傪惗偠偝偣側偄偨傔偵壛岺嵽偼夞揮幉偺拞怱偵庢傝晅偗側偗傟偽側傜側偄丅壛岺偡傞嵺丄兤幉傪巊梡偡傞偙偲偵側傞偑丄偦偺幉偼廋惓傪偟偰偍偐側偗傟偽側傜側偄丅嬶偺壛岺偼4攞攇偱峴偆偙偲偵偟偨丅兤幉偼偦偺傑傑偱偼儌僯僞乕忋偵塮傜側偄偺偱丄偦偺幉傪尒偮偗弌偡偨傔偵媴忬偺僞乕僎僢僩乮僗僠乕儖儃乕儖乯傪巊梡偡傞丅媴傪巊梡偡傞棟桼偼偳偺妏搙偐傜尒偰傕宍忬偼曄傢傜側偄偐傜偱偁傞丅廋惓朄偲偟偰偼丄墌拰忬億儕僀儈僪庽帀偵媴忬僞乕僎僢僩傪庢傝晅偗丄兤幉傪夞揮偝偣側偑傜倃幉丄倄幉傪挷惍偟偰幉崌傢偣傪峴偆丅廋惓偺妋擣偲偟偰兤幉傪侾俉侽搙夞揮偝偣丄儌僯僞乕忋偵塮傞媴偑摦偐側偔側傟偽傛偄丅儈儔乕偵傛傝儗乕僓乕岝幉偼挷愡偱偒傞偺偱丄媴忬僞乕僎僢僩偺拞怱偵偁傢偣傞偙偲偱兤幉偲儗乕僓乕岝幉偑捈岎偟偨偲峫偊傞丅偙偺揰傪拞怱揰偲抲偔乮恾3嶲徠乯丅
 |
丂
丂
恾3丏兤幉偲儗乕僓乕岝幉偺幉崌傢偣
壛岺庤弴偼丄墌拰宍忬壛岺傪峴偄丄楢懕偟偰恘愭宍忬偺壛岺傪峴偆丅弶傔偵丄栺俇侽侽兪m偺億儕僀儈僪庽帀偵懳偟悅捈偵儗乕僓乕傪徠幩偟丄捈宎栺侾侽侽兪m丄崅偝丄栺俀俆侽兪倣偺墌拰宍忬傪嶌惢偡傞丅偦偺屻丄壛岺偝傟偨暔傪拞怱揰偵堏摦偟丄兤幉傪夞揮偝偣愗抐壛岺偵傛傝恘愭偑惛惢偝傟傞丅捈宎栺俆侽兪m丄崅偝栺侾侽侽兪倣偺壛岺梡僪儕儖傪惛惢偡傞僾儘僌儔儉傪嶌惉偟幚峴偟偨丅偦偺帪偺徠幩僄僱儖僊乕偼45丏9兪J偱係攞攇傪巊梡偟偨丅寢壥偼恾4,恾5偵帵偡丅
幚尡偟偨寢壥丄娤應抣偱偼恘愭晹暘偺捈宎栺係侽兪m丄崅偝栺俋侽兪m偲愝掕抣傛傝傕栺侾侽兪倣掱彫偝偔側偭偰偄偨丅偙傟偼俁丏侾偺幚尡偺偲偒傛傝傕栺侾侽兪倣掱岆嵎傪尭傜偡偙偲偑偱偒丄惛搙偺傛偄壛岺傪偡傞偙偲偑偱偒偨丅
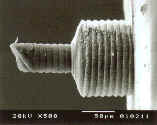

恾4丏壛岺梡僪儕儖偺壛岺乮懁柺恾乯 丂丂丂丂丂恾5丏壛岺梡僪儕儖偺壛岺乮恘愭偺奼戝恾乯
俆丏寢尵
丂倖亖俆侽偺壛岺梡撌儗儞僘傪巊梡偡傞偙偲偵傛傝丄嶐擭傑偱偵偼偱偒側偐偭偨捈宎栺係侽兪m偺惛搙偺崅偄墌拰宍忬傪壛岺偱偒傞偙偲偑夝偐偭偨丅
崱屻偺壽戣偲偟偰偼丄億儕僀儈僪庽帀偱壛岺梡僪儕儖偵壛岺偡傞偙偲偑偱偒偨偺偱丄岺嬈梡僟僀儎儌儞僪偱傕摨條側壛岺傪峴偭偰傒傞丅偦偺屻丄僟僀儎儌儞僪僪儕儖偺恘愭偺嫮搙傪挷傋丄僟僀儎儌儞僪僪儕儖偲偟偰巊梡偱偒傞偐専摙偟偰傒傞丅