1 はじめに
レーザー加工法は、レーザー光を加工材の部位に対し集光照射し、蒸散作用により加工する手法である。この手法と5軸加工台により、これまでの研究ではマイクロ風車と軸受などを製作している。しかし、加工工程(プログラム)はその加工物を製作する為だけであり、プログラムの確立はなされていなかった。よって、加工物に基準点を定め、その点を基に加工するシステムを開発する。微小立体を製作し精度の評価を行う。
2 実験装置
実験装置を図1に示す。加工用レーザーは、Nd-YAGレーザーで波長266nm、パルス幅10nsである。加工材には、直径1mmのポリイミド樹脂を使用した。加工材に対し、垂直にレーザー光を照射し加工用レーザー装置をパルス制御しながら、5軸加工台(X、Y、Zの3軸の直線軸移動とω、θ軸の2個の回転が可能)をパソコンによりコントロールし、目的の加工を行う。CCDカメラよりモニター上に約100倍の像を映し出す事ができる。その時の照明は発光ダイオードである。
 |
 |
|
図1 実験装置 |
5軸マイクロ加工台 |
3 実験内容
3−1 加工物の基準点の決定
加工物の基準点は、5軸加工台の回転軸ω、θ軸とレーザー光軸が互いに正確に直交する点である。その点を定める為には、θ、ω軸の修正を行わなければならない。θ軸は180度回転させてもズレの生じない点であり、ω軸は加工材のズレの回転中心である。レーザー光軸は、ミラーにより調整できる。直交点を基にプログラムにより一貫加工を行う事ができる。加工材の長さや形状は統一しなければならない。
3−2 立方体形状加工
1辺の長さ約500μmの立方体を製作することができた。直角度の精度は高く、表面の粗さは10μm以下であった。
 |
 |
||
図3.1 立方体の写真 図3.2 加工面の写真
3−2 サイコロ状の加工
立方体の3面に対し、孔あけ加工(サイコロ状の加工)を行ったが、今回の実験でω軸、θ軸が直交していないことがわかった。しかし、かなり微小な立体形状に加工できる。
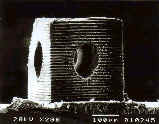 |
図3.3 サイコロ状の加工
4.結言
精度の高い微小立体を製作する為には、加工手順を考慮し、レーザー照射回数や送り量を同じ条件にしなければならない。3軸の直交点を正確にあわせるとが今後の課題である。