 |
マイクロ金型製造技術 |
|
マイクロ金型製造技術 |
マイクロ部品を量産する手段として,LIGAプロセスという生産技術が既に開発されています. 半導体超精密加工技術の延長線上にあって,フォトリソグラフィと薄膜製造技術,あるいは電気めっき技術を駆使した精密微細形状の創成技術です. 現時点で最もマイクロと呼ぶにふさわしい部品を製造できますが,設備が高価なだけでなく,製造できる部品の形状は2次元に限られています. 我が研究室では,フォトリソグラフィに相当するプロセスを,マイクロ研削加工に置き換えた,メカニカルマイクロファブリケーションシステムの開発を行っています. 従来は製造できなかった3次元マイクロ部品を量産できる,可能性がある,マイクロ生産技術です.
マイクロ研削に使う,ペンシル形の微小径研削工具を図1に示しています. 砥粒には平均粒径が20μmのcBN砥粒やダイヤモンド砥粒を使っています.ちなみに工具の先端直径は20μmです. 人によって違うと思いますが,髪の毛の直径はだいたい50μmといわれていますから,髪の毛よりも細い工具であるといえます. もしも予想が正しければ,『砥粒径と同じサイズにまで工具先端直径を細くできるのでは?』と思っています.
なにせ工具の直径が髪の毛よりも細いものですから,残念ながら鉄をバリバリ削るというわけにはいきません. 工具先端直径が100μmのマイクロ研削工具を使って,注意深く,慎重に硬質グラファイトに成形した50μm□,深さ200μmのマイクロコラムの原型と, 電気めっきによって形状を転写させた反転金型のSEM写真を図2に示していますす. コラム形状だけでなく,コラムの表面粗さも精密に転写できます.
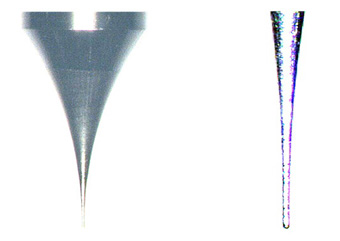 図1 ペンシル形微小径電鋳工具 |
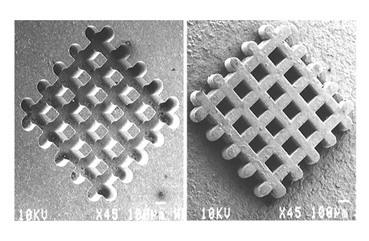 図2 マイクロコラムと反転金型 |
|---|