 |
JST研究成果報告書 |
|
JST研究成果報告書 |
1.はじめに
1990年代の初めに表面マイクロマシニングやLIGAプロセスが開発された当初,
本来はサブミクロンサイズの部品を造る能力を持つ装置を使ってサブミリサイズの静電モータやマイクロギアを造るといった,市場性を無視した研究が行われていたように思われます.
一方,過去10年くらいの間に,シーズに刺激されてニーズが生まれてきたように分析されます.
たとえば,光学コンポーネント,センサコンポーネント,液体コンポーネント,ならびに医療・バイオコンポーネントに使用されるマイクロ部品の需要は,
2004年度には2.6兆円に達するといった分析が行われています.
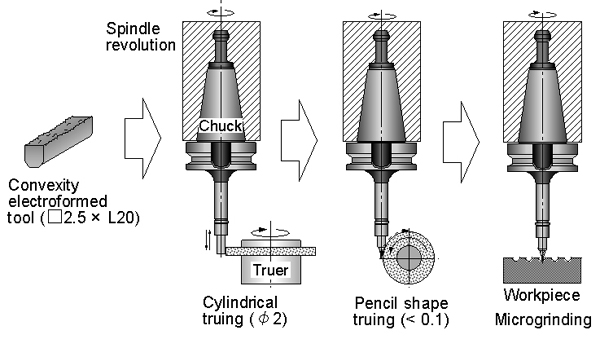
このような社会的背景を踏まえ,2002年度~2003年度の2年間,図1に示しました,
1.耐欠損性と耐摩耗性に優れた工具製造技術の開発,
2.直径が0.1 mm以下の工具先端を高精度な半球状あるいはくさび状に成形できる,マイクロツルーイングとドレッシング技術の開発,
3.微小径のマイクロ研削工具を高速回転させて使う方式でのマイクロ研削加工技術の開発,
といった研究を行いました.
当該技術によって製造できる部品のサイズは,表面マイクロマシニングやLIGAプロセスで造られる部品のサイズには及びません.
ただし,従来の加工技術では造ることが困難な三次元形状のマイクロ部品を量産できる特徴を持っています.
また,半導体マイクロマシニングの設備費が9億円程度,LIGAプロセスの設備費が50億円程度であるのに対し,マイクロ研削に必要な設備費は1億円以下であるといった,
設備面での利点を持っていることも事実です.
 |
2.工具製造技術について
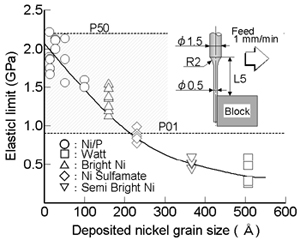
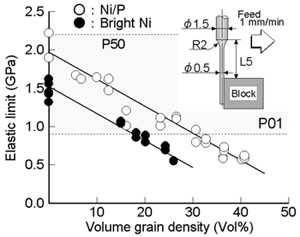
マイクロ切削加工と異なり,マイクロ研削加工は高硬度金型材料や硬脆材料に対して超精密・微細形状を創成できる特徴を持っています. ただし,微小径の研削工具を高速回転させて使用する方式でのマイクロ研削加工を行い,平滑な加工面を短時間で創成するためには, 耐欠損性と耐摩耗性に優れた極微粒の研削工具を用いる必要があります. 当該研究では耐欠損性に優れた極微粒ダイヤモンド電鋳を製造できる,ニッケル/リン合金めっき技術の開発を行いました. 図2に示しましたように,ニッケル/リン合金めっきを行い,しかも電析するニッケルの結晶粒のサイズを20Å以下にしますと, P種超硬合金ほぼ同じ曲げ強さを持つ,ニッケル/リン合金電鋳皮膜を造ることができます. また,このニッケル/リン合金電鋳皮膜に極微粒のダイヤモンド砥粒を供析させますと,図3に示しましたように, ドリルやエンドミルの工具素材として用いられているP種超硬合金と,ほぼ同じ耐欠損性を持つ研削工具を新たに開発することができました.
 |
 |
3.工具成形技術について
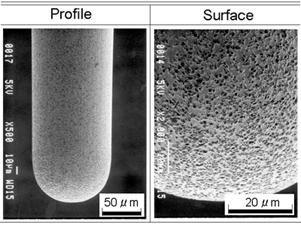
直径が0.1mmの微小径・研削工具を使って2次元あるいは3次元の微細形状を創成するためには,工具の先端をくさび状あるいは半球状に成形する必要があります. そこで,メッシュサイズが#3000~#8000の極微粒ダイヤモンド電鋳工具の先端を高精度にツルーイングならびにドレッシングできる,工具成形装置の開発を行いました. 試作した工具成形装置の外観を図4に示しております. 工具をツルーイングならびにドレッシングするための研磨工具は,芯ぶれ調整用の治具を介してDCサーボモータ, DCサーボモータはアクリル製の治具を介して回転テーブルに取付けられています. 回転テーブルの回転ぶれ精度は0.1 μm以下,研磨工具の公転半径に関する位置調整には分解能が0.5 μmのマイクロメータを使用しています. 工具直径が0.1 mm,#8000のダイヤモンド電鋳工具に対し#8000のWA砥粒を用いてドレッシングを行った場合に得られた工具の外観と工具表面の状態を 図5に示しています.画像から測定した半球の形状精度は0.1 μm以下,工具のボンド面を平坦かつ平滑にドレッシングできます.
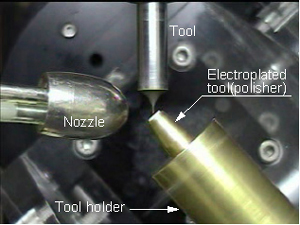 図4 工具成形装置
図4 工具成形装置 |
 |
4.加工例について
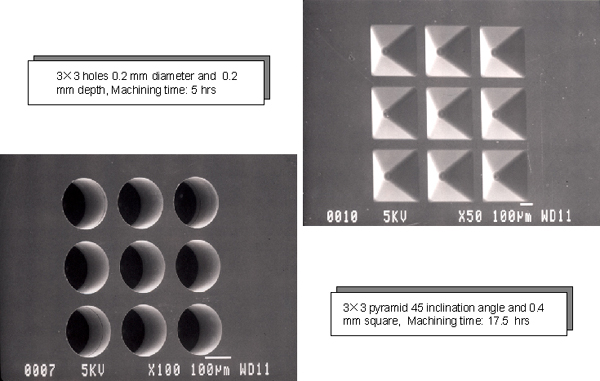
サンプル加工には超精密小形マシニングセンタ(㈱牧野フライス製作所製・HYPER2)を使用しました. 位置決めならびに送り運動に対する制御分解能は10 nm,主軸最高回転数は150,000 rpm, 主軸熱膨張は0.1 μm以下/気温変化±0.1℃,ならびに工作物熱膨張は0.1 μm以下/研削液温度変化±0.1℃です. 直径が0.1 mm,工具先端をくさび状あるいは半球状に成形したメッシュサイズが#4000のダイヤモンド電鋳工具を超精密小形マシニングセンタの主軸に装着し, 硬さが650Hvのアモルファスカーボンに対する研削加工を行いました. 直径が0.2 mm,深さが0.5 mmの止まり穴と,一辺が0.4 mm,傾斜角が45度のピラミッドを図6に示しています. 各場合とも,工具回転数は100,000 rpm,軸方向切り込み量は5μm,工具送り速度は10 mm/minに設定しています. 長時間継続して加工を行ったにもかかわらず,今のところ工具が摩耗した様子は観察されていません.
 |