 |
文部科学省・私立大学学術研究高度化推進事業(産学連携) |
1. プロジェクトの概要
2002~2003年の2年間,独立行政法人科学技術振興機構のプロジェクト研究に採択され,「メカニカルマイクロファブリケーションシステムの開発とマイクロ金型製造技術への応用」
というテーマでの開発研究を行いました.その結果として,"図1のようなマイクロ金型を造ることができるようになりました",
と申し上げてもよいと思っております.ただし,図1に示しました止まり穴の加工に5時間,ピラミッドの加工に18時間もかかります.
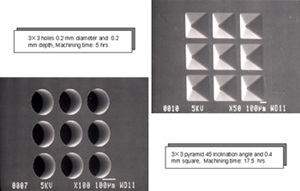 図1マイクロ研削加工例
図1マイクロ研削加工例
|
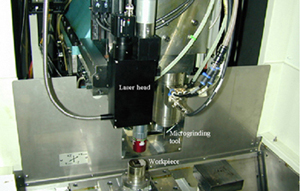 図2 マイクロ複合加工機
図2 マイクロ複合加工機
|
教科書に書かれていますように,研削加工が仕上げ加工法であることを改めて思い知らされた次第です.
この事実に気付きましたのは2002年の12月頃だったかと思います.そこで,マイクロ荒加工技術を新たに開発する必要に迫られ,
2003年4月から2004年3月までの1年間,ファイバーレーザをマイクロ荒加工の手段として用いるための調査研究を実施しました.
その結果,図1に示しましたようなピラミッドの加工ですと,加工面は美しくないのですが,30分以内でできる感触を得ました.
そこで,レーザとマイクロ鏡面研削加工とを複合化した,マイクロ複合加工技術を新たに開発することを計画しました.
この研究計画は,幸運なことに,文部省平成16年度私立大学学術研究高度化推進事業(産学連携推進事業)に採択され,
2004~2008年の5年間,「次世代超精密微細金型の高速製造技術の開発」というテーマのプロジェクト研究を行う機会に恵まれました.
このプロジェクト研究に関連して,2004年9月には学内に”次世代マイクロ/ナノ開発センタ”を開所することができました.
現時点までに,図2に示しましたようなレーザ加工とマイクロ研削加工ができる,マイクロ複合加工機を試作できました.研究目標を達成する上で,遅くなりましたが,やっと研究環境が整った感があります.
研究は失敗の連続で,これを乗り越えませんと達成できない場合がほとんどです.
今回のプロジェクトも成功するという保証はありませんが,プロジェクト研究を開始するに際してお世話になった方々に迷惑がかからないよう,今後とも研鑽を続けるつもりです.
2. 研究成果の中間報告
2004年から2006年の3年間,当該プロジェクト研究を達成するために以下の研究を行いました.
・ 耐欠損製と耐摩耗性に優れた極微粒ダイヤモンド電鋳工具の開発,
・ 極微粒ダイヤモンド電鋳工具に対する砥粒平坦化ツルーイング技術の開発,
・ パルスファイバーレーザを用いた高速微細加工技術の開発,
・ 超精密微細加工や高速微細加工に使用する焼結ダイヤモンド製工具の開発,
優秀な研究スタッフに恵まれ,当初予定していた技術開発はすべて終了し,一つステップアップした研究ができているように感じています.
そろそろ研究の成果を公開すべき時期がきたように感じましたので,中間報告を致します.
2.1 極微粒ダイヤモンド電鋳工具
極微粒ダイヤモンド電鋳工具は,超硬合金に対して10 nm Ra以下の平滑な研削加工面を作る目的で開発した工具です.
短時間で超平滑微細な加工面を作るため,耐欠損製と耐摩耗性に優れた工具開発を行いました.
図3は電鋳工具を作るために試作しためっき装置の外観,
図4は陰極近傍の詳細図です.
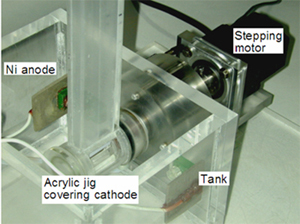 図3 めっき装置の外観
図3 めっき装置の外観
|
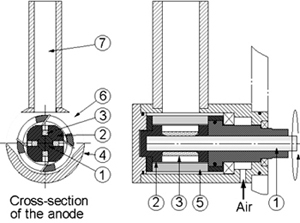 図4 陰極近傍の詳細
図4 陰極近傍の詳細
|
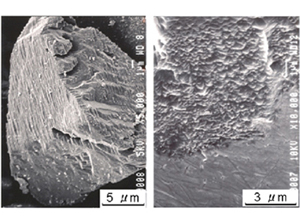 図5 熱エッチング後のダイヤモンド砥粒
図5 熱エッチング後のダイヤモンド砥粒
|
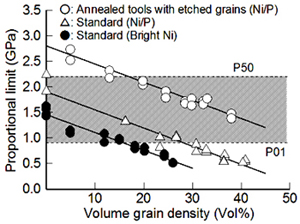 図6 ダイヤモンド電鋳工具の曲げ強さ
図6 ダイヤモンド電鋳工具の曲げ強さ
|
図3に示した装置を使いますと,□3 mm,長さが30 mmのダイヤモンド電鋳工具を5日間で作ることができます.
工具の耐欠損性を増すため,図5に示したように熱エッチングした砥粒を使っています.
工具の耐摩耗性を上げるため,電鋳工具を作りました後で工具に対して熱処理を行っています.
工具の耐欠損性を図6に示しています.現時点でP種超硬合金とほぼ同じ曲げ強さを持つ工具素材の開発に成功しています.
2.2 砥粒平坦化ツルーイング技術
「1.プロジェクトの概要」で,『今回のプロジェクトも成功する保証がありません』といった弱気な表現をしましたのは,研究計画を立案しました当時この砥粒平坦化ツルーイング技術が開発できていなかったためです.
研削加工では,ダイヤモンドの粒径をいくら小さくしましても,加工面に引っ掻き傷が残ります.
この引っ掻き傷を完全になくすためには,砥石作用面にある砥粒の先端を,工具の輪郭に沿って完璧に平坦化する必要があります.
極微粒のダイヤモンド電鋳工具に対してこの砥粒平坦化ツルーイング技術を開発することは容易でなく,6年近く失敗を繰り返しました.
昨年,2006年に図7に示す工具成形装置を使用し,ダイヤモンド電鋳工具の表面を図8のように成形できるようになりました.
図8の研削工具を使いますと,超硬合金に対し10 nm Ra以下の平滑な研削加工面を作ることができます.
本研究プロジェクトを成功させる上で,『最も困難かつ肝心な加工技術をついに開発できた』,と申し上げてよいかと思います.
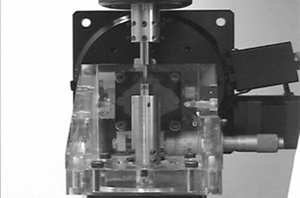 図7 工具成形装置の外観
図7 工具成形装置の外観
|
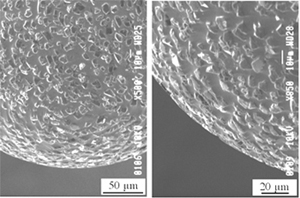 図8 ダイヤモンド電鋳工具の外観
図8 ダイヤモンド電鋳工具の外観
|
2.3 パルスファイバーレーザを使った高速微細加工
本研究プロジェクトでは,超硬合金に微細形状を短時間で掘ることができる,パルスファイバーレーザを使った高速荒加工技術の開発を行っています.
市販のCAD/CAMと汎用のマシニングセンタを使ってレーザ光を機械走査させている点に特徴があります.
加工の概念を図9に示しています.
ボールエンドミルを使った機械加工と同じように,レーザを使った場合にも走査間隔を調節しますと,ポケットを掘ることができます.
このポケットをZ軸方向に掘り下げていけば,3次元微細形状を作ることができます.
レーザの走査速度を図10に示しています.
□0.4 mmの領域に対し,レーザ光を100 mm/minで走査致した場合の画像です.
図11に示していますのは,直径が0.4 mmの凸状ディンプルを掘るのに使いましたレーザの走査軌跡,
図12に示しましたのは加工結果です.
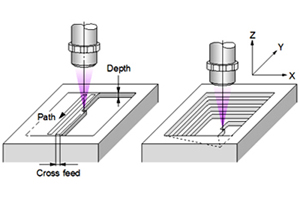 図9 レーザ加工のコンセプト
図9 レーザ加工のコンセプト
|
 図10 走査速度(写真をクリック!)
図10 走査速度(写真をクリック!)
|
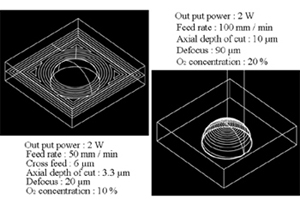 図11 レーザ光の走査軌跡
図11 レーザ光の走査軌跡
|
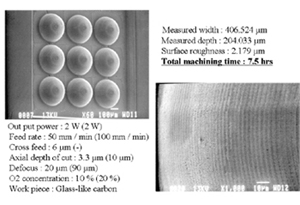 図12 直径が0.4 mmの凸状ディンプル
図12 直径が0.4 mmの凸状ディンプル
|
2.4 焼結ダイヤモンド製工具
研究を立案しました当初計画には入っていなかったのですが,研究を進める過程で焼結ダイヤモンドPCDを使う必要に迫られました.
PCDを使いまして私共が試作しました極微粒のダイヤモンド電鋳工具を成形しました結果,ダイヤモンド電鋳工具よりもPCDの方が耐摩耗性に優れている印象がありました.
そこで,図7に示しました工具成形装置を使ってPCD製のマイクロ機械加工用工具を作るといった研究に着手しました.
PCD工具の成形には,私共で試作しました粗粒のダイヤモンド電鋳工具を使っています.
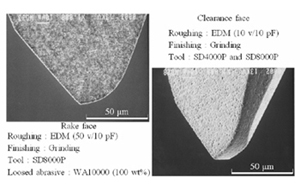 図13 非鉄合金加工用のPCD製マイクロ切削工具
図13 非鉄合金加工用のPCD製マイクロ切削工具
|
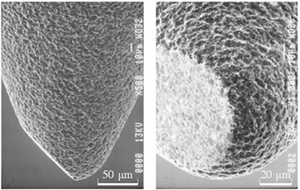 図14 超硬合金加工用のPCD製マイクロ切削工具
図14 超硬合金加工用のPCD製マイクロ切削工具
|
図13に示しましたのは,非鉄合金を高速加工するためのボールエンドミル,
図14に示しましたのは,超硬合金を高速加工するためのボールエンドミルです.
私共では,レーザを使って超硬合金に対して高速荒加工しました後,図14の工具を使って高速中仕上げ加工,
最後に図8に示した工具を使って仕上げ加工を行っています.