研究内容
目录
理论研究
三位图像测量的最优化
实用化研究
陆基养鱼系统的图像监视及最优化(网页制作中)
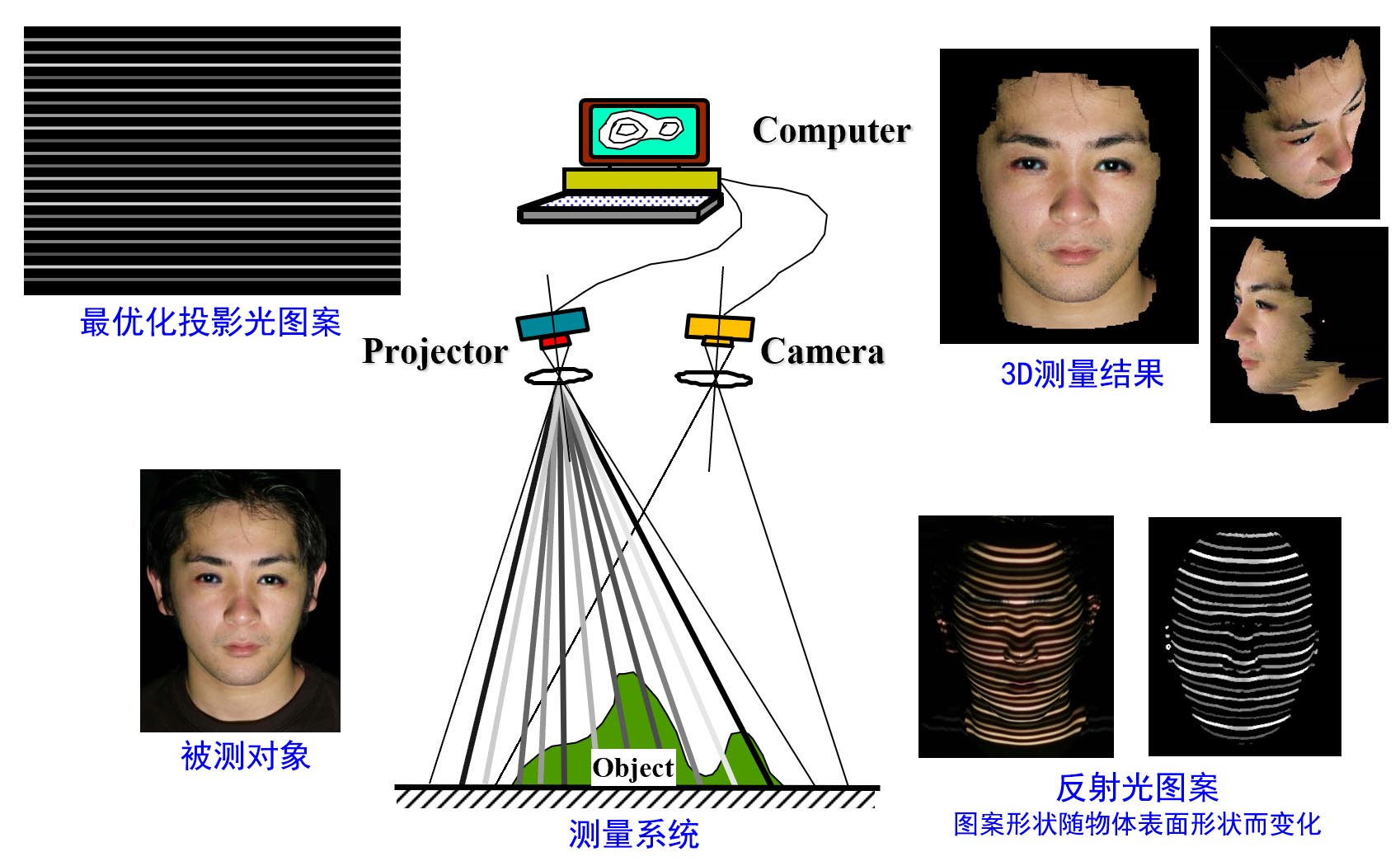
理论研究:三位图像测量的最优化
研究目的
不仅能用于静止物体,而且可以用于非静止物体,最终达到只使用一台相机拍摄一张照片就可以实现高速、高精度三维图像测量的目标。
颠覆三维立体测量需要多台相机,或一台相机拍摄多枚照片的传统三维图像测量方法。
独特技术
先后提出了基于强度调制的莫尔条纹法(1996年)、强度调制结构光投影法(1999年)、最优化强度调制结构光投影法(2003年)、 结构光投影控制法(2010年)等技术手法,建立了最优化强调调制投影光三维测量理论体系。
研究成果
发表论文100多篇,获得发明专利20多项。目前正在着手实施这些技术的产品化和实用化。
三维相机的开发
概要
这是我们利用卢教授的发明专利“最优化结构光投影三维图像测量技术”开发的最基本的三维测量装置。使用该三维相机, 就和使用普通相机一样,只需按一下拍摄按钮,即可得到被拍摄物体的三维立体照片,进而获得物体表面的三维坐标及所需的各种尺寸。

(左起:3D相机、测量过程、测量结果的3DCG表示)
测量过程(使用方法):
- 打开相机,自动投影最优化结构光图案至被测物体
- 按下拍摄按钮,自动拍摄物体的两维图像并送至电脑
- 在电脑中自动算出被测物体的三维坐标,给出三维图像
测量所需时间:
- 拍摄时间:取决于所选相机性能,一般在0.1秒左右
- 图像处理时间:取决于所选电脑性能,一般在1、2秒左右
测量精度:
- 可根据用户需求选定,一般在0.1㎜程度
性能说明小视频:
3D相机:最优化三维图像测量系统
显微镜3D图像测量系统

一般的光学显微镜存在着两个缺陷,其一是焦距范围窄,能够对焦清晰观察的范围就很小。
其二是一般的光学显微镜只能进行两维观察,无法进行三维立体观测。一些公司推出的高性能显微镜能够测 量物体表面的三维信息,却因价格昂贵,动辄几十万上百万元,让很多企业都望尘莫及。
我们采用研究室的专利技术,发明了一种使用简单的小型光学显微镜实现拍摄全视野高清晰两维照片及三维 立体图像的技术,其成本只有1、2万元左右。
测量过程(使用方法):
- 将小型显微镜固定在显微镜支撑架上
- 将被测试样放在镜头下面
- 调节显微镜的焦距,按下拍摄按钮
- 图像处理,生成2维全视野清晰图像
- 图像处理,生成3维立体图像
- 进行所需距离、角度、面积等的测量
测量所需时间:
- 摄影时间:有所选择使用的相机性能及所需测量精度决定,一般为数秒至数十秒
- 图像处理时间:取决于所选电脑性能,一般在1分以内
测量精度:
- 可根据用户需求选择,一般为0.01㎜~0.05㎜程度
性能说明小视频:
廉价高性能:小型显微镜三维图像测量系统
汽车车体微小划痕和凹痕的全自动图像测量系统

在汽车生产及流通领域,需要检测车体上是否有不到1mm甚至是0.1mm的划痕、凹痕等缺陷。 近年,图像检测技术已被应用到各种工业检测,用于车体的质量检测自然也被人们期待。
可是,由于车体表面的强反射特性,在拍摄车体照片的同时,周围的物体也一同被反射到相机镜头,使得图像检测变得异常困难。 目前(2025年底),世界上尚未有成熟的车体微小划痕和凹痕的图像检测技术及产品公开,研究成果也较少。
我们使用软硬件结合技术、传统的图像处理和AI相融合的技术,解决了上述问题,实现了微小划痕和凹痕的图像检测。
专利技术:
- 间接照明技术
- 双重聚焦拍摄技术
- AI3D测量技术
下面的照片是各种车壳表面的划痕和凹痕的测量结果的示例。通过照片何以发现,使用我们的专利技术, 车体表面的反射问题被解决,在车壳上,已看不到周围物体的反射图案。

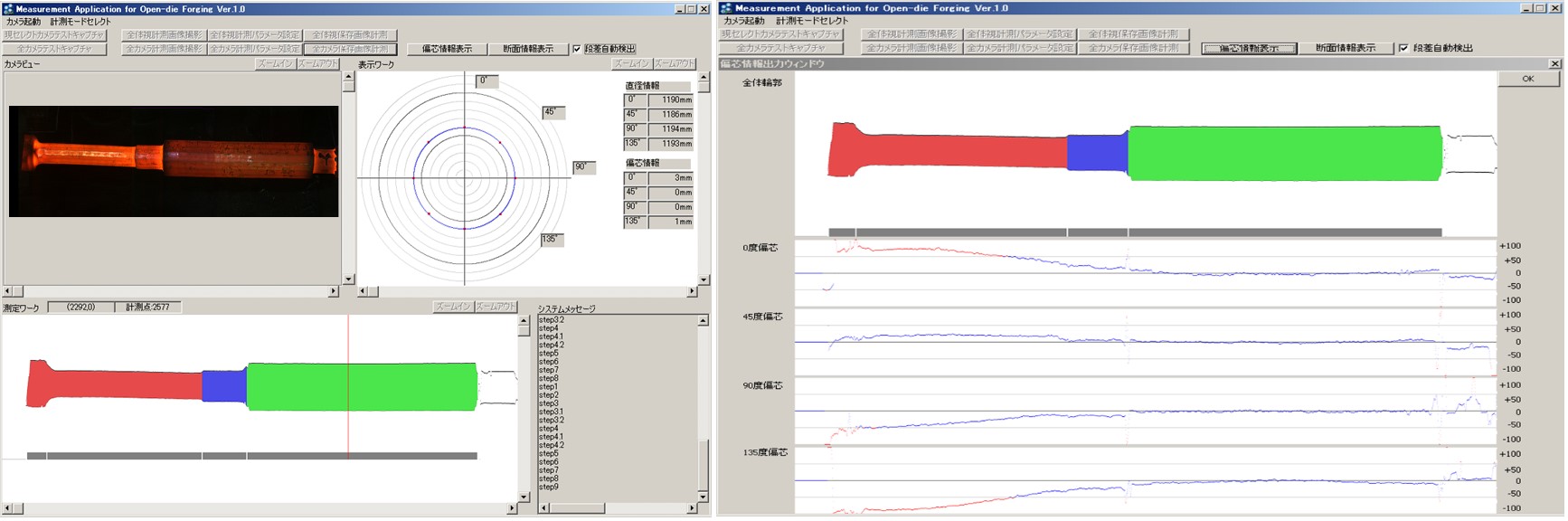
1200℃超高温锻造物体表面形状及变形的实时图像测量
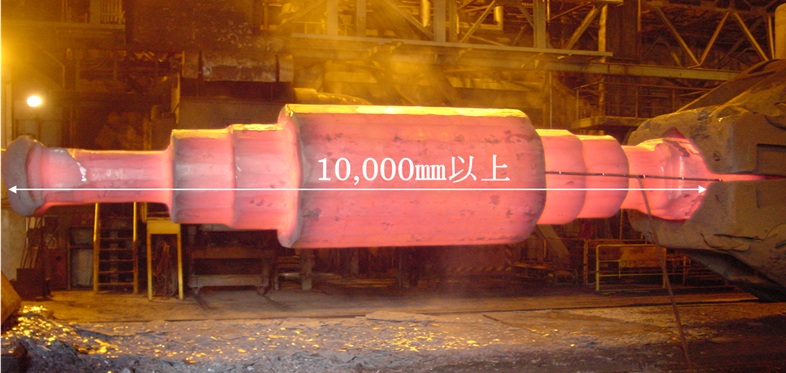
本研究的目的是,在超高温(1200℃左右)、大型(长度数米甚至10米以上)锻造过程中,实时获取锻件的形状和尺寸、以及偏心、弯曲、扭曲等变形数据。
目前,国内外尚无成熟的自动检测技术,大都是靠人工目测。这不仅误差大、均一性差,还伴随着较大的安全隐患。
人们曾考虑过使用3D图像测量技术,但是由于超高温大型锻造物体周边空气流动的影响、非均匀热膨胀的影响等因素, 3D图像测量技术用于超高温大型段在物体的实时测量非常困难。
本研究室和企业一起,历经7年的钻研,终于攻克了这一难题。
技術:
- 软硬件结合摄影技术
- 空气抖动补偿技术
- 分段测量合成技术
下图是测量结果的一例。图中显示了各个断面的形状和半径,各个方向的偏心等数据。